

我们的现场实拍视频将带您走进角钢H型钢抛丸喷漆匠心制造产品的世界,产品视频细节之美一览无余!
以下是:广东珠海角钢H型钢抛丸喷漆匠心制造的图文介绍

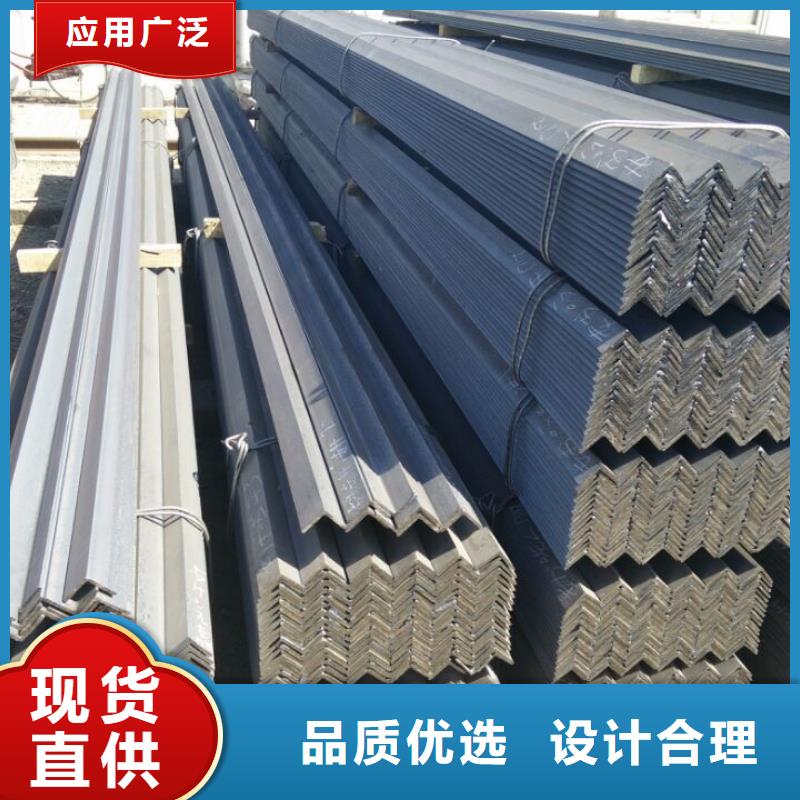
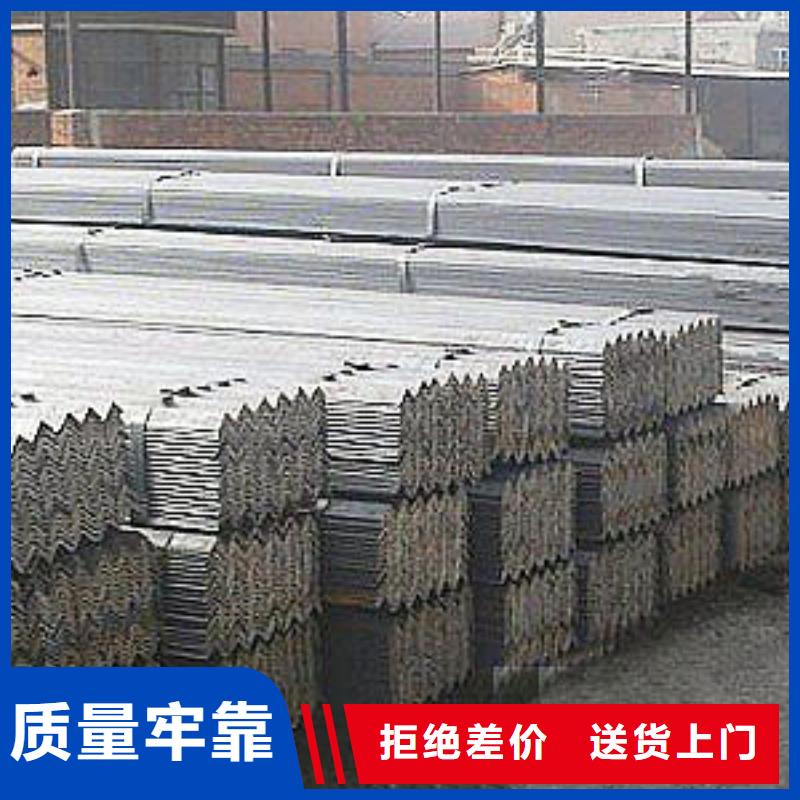
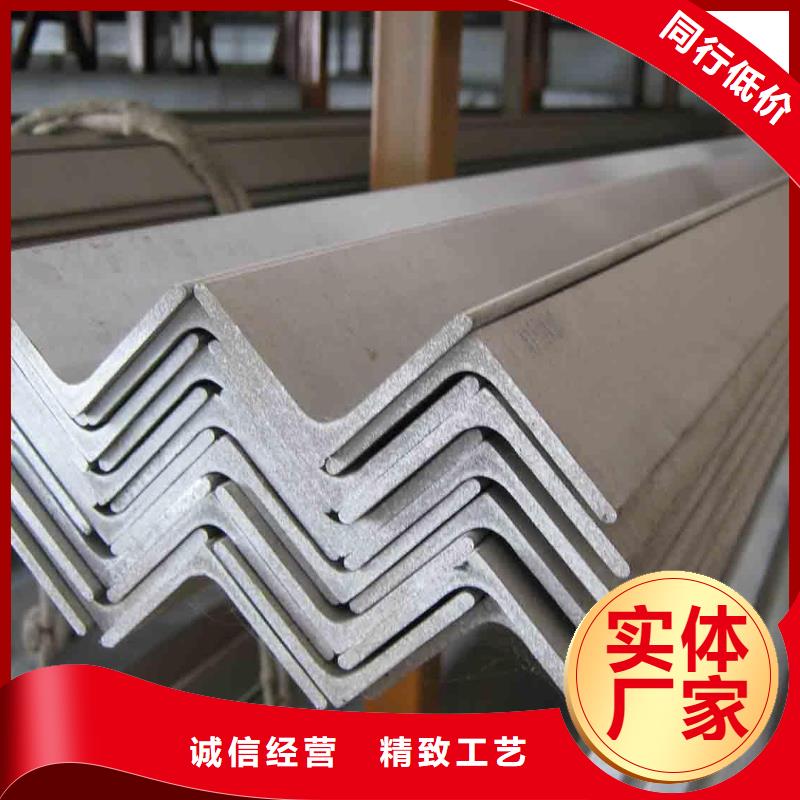
角钢的交货长度分定尺,倍尺两种。国产角钢的定尺选择范围根据规格号的不同有3—9m,4—12m,4—19m,6—19m四个范围。日本产角钢的长度选择范围为6—15m。边厚尺寸填写齐全,避免单独用型号表示。热轧等边角钢的规格为2#-20#。角钢切角模具,主要分为等边角钢和不等边角钢两大类,其中不等边角钢又可分为不等边等厚及不等边不等厚两种。角钢的规格用边长和边厚的尺寸表示,目前国产的角钢规格为2—20号,以边长的厘米数为号数,同一号角钢常有2—7种不同的边厚。进口角钢标明两边的实际尺寸及边厚并注明相关标准。一般边长12.5cm以上的为大型角钢。因而在合同等单据角钢的边宽12.5cm—5cm之间的为中型角钢。


不锈钢板不锈钢具有良好的耐腐蚀性能,主要用于食品工业、外科器材、、石油、化工等行业。,延展性能好。冷轧板硬度高,加工相对困难些,但是不易变形,强度较高。本标准适用于轧制宽度不小于600mm的单张轧制、钢带及其剪切钢板和纵切钢带。标准编号:GB标准名称:合金结构钢热轧厚钢板标准状态:现行实施日期:颁布部门:技术监督局内容简介:本标准规定了合金结构钢热轧厚钢板的尺寸外形、技术要求、试验方法、检验规则、包装、标志及质量证明书等。本标准适用于厚度大于4~30mm的合金结构钢热轧钢板。2.1.1用于切割下料的钢板应经质量部门检查验收合格,其各项指标满足规范的相应规定。2.1.2钢板在下料前应检查钢板的牌号、厚度和表面质量,如钢材的表面出现蚀点深度超过国标钢板负偏差的部位不准用于产品。
小面积的点蚀在不减薄设计厚度的情况下,可以采用焊补打磨直至合格。2.1.3在下料时必须核对钢板的牌号、规格和表面质量情况,在确认无疑后才可下料。2.2施工设备及工具:2.2.1切割下料设备主要包括数控火焰切割机、数控等离子切割机、直条切割机、半自动切割机等。在气割前,先检查整个气割系统的设备和工具全部运转正常,并确保的条件下才能运行,而且在气割过程中应注意保持。2.2.3检测及标识工具分别为:钢尺、卷尺、石笔、记号笔等。3.切割操作工艺:3.1在进行自动切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在5mm范围内。3.2根据自动切割及半自动切割方式的不同,调整各把割的距离,确定后拖量,并考虑割缝补偿;在切割过程中,割倾角的大小和方向主要以钢板厚度而定,割嘴倾角与割件厚度的关系及切割余量如下表所示:割嘴倾角与割件厚度的关系割件厚度<10≥10倾角方向后倾垂直倾角度数10°-15°0°钢板切割余量表切割方式材。
小面积的点蚀在不减薄设计厚度的情况下,可以采用焊补打磨直至合格。2.1.3在下料时必须核对钢板的牌号、规格和表面质量情况,在确认无疑后才可下料。2.2施工设备及工具:2.2.1切割下料设备主要包括数控火焰切割机、数控等离子切割机、直条切割机、半自动切割机等。在气割前,先检查整个气割系统的设备和工具全部运转正常,并确保的条件下才能运行,而且在气割过程中应注意保持。2.2.3检测及标识工具分别为:钢尺、卷尺、石笔、记号笔等。3.切割操作工艺:3.1在进行自动切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在5mm范围内。3.2根据自动切割及半自动切割方式的不同,调整各把割的距离,确定后拖量,并考虑割缝补偿;在切割过程中,割倾角的大小和方向主要以钢板厚度而定,割嘴倾角与割件厚度的关系及切割余量如下表所示:割嘴倾角与割件厚度的关系割件厚度<10≥10倾角方向后倾垂直倾角度数10°-15°0°钢板切割余量表切割方式材。



阔恒兴旺国际贸易(珠海市分公司)成立于2015年是一家专注于 红铜扁排等型材的设计生产销售一体的实体厂家。公司通过多年的努力发展现在拥有 红铜扁排生产车间5000多平方员工近百人的中型企业,企业年销售额在 红铜扁排行业也具备优势位置。公司以人才为本,广纳有贤人士,为每一位员工提供广阔空间。公司从管理上也在不断升级,追求争取在短的时间内发展壮大成为好的企业。


中部位置采用φ48*3.5钢管抱柱拉结一道。楼板部位连墙件均提前预埋锚环,用钢管穿入并固定在锚环上,锚环采用φ16圆钢制作。剪刀撑应与地面呈45°~60°的从下至上设置,剪刀撑在横向和纵向方向连续设置,每个转角处还应加设一道。立面防护采用绿色密目网满挂一道,且做到平整匀称,外观整洁,密目网内侧再满挂一道钢丝网,应做到坚固可靠。钢管上间隔500满刷黄黑油漆。在建筑转角处工字钢端部用φ10镀锌圆钢与边柱连接,形成防雷网。角钢角钢俗称角铁,是两边互相垂直成角形的长条钢材。有等边角钢和不等边角钢之分。等边角钢的两个边宽相等。其规格以边宽×边宽×边厚的毫米数表示。如"∟30×30×3",即表示边宽为30毫米。



