以下是:冷拔管厚壁无缝钢管源头厂家经验丰富的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 精拉 |
|---|
| 可定制 | 是 |
|---|
以下是:冷拔管厚壁无缝钢管源头厂家经验丰富的图文视频
冷拔管厚壁无缝钢管源头厂家经验丰富,精拉管业(衡水市分公司)为您提供冷拔管厚壁无缝钢管源头厂家经验丰富,联系人:李涛,电话:【18762195566】、【18762195566】,请联系精拉管业(衡水市分公司),发货地:汇通国际金属物流园A121。 河北省,衡水市 衡水市,河北省辖地级市,位于河北省东南部,介于东经115°10′-116°34′,北纬37°03′-38°23′之间,东部与沧州市和山东省德州市毗邻,西部与石家庄市、辛集市接壤,南部与邢台市相连,北部同保定市和沧州市交界,总面积8836平方千米。截至2022年末,衡水市常住人口为416.65万人。辖2个市辖区,1个县级市,8个县。衡水市属于环渤海经济圈和首都经济圈的“1+9+3”计划京南区,为环渤海区域合作市长联席会议成员市,被费孝通称为“黄金十字交叉处”。
【新品发布,视频先行!】冷拔管厚壁无缝钢管源头厂家经验丰富产品,等你来探!
以下是:冷拔管厚壁无缝钢管源头厂家经验丰富的图文介绍

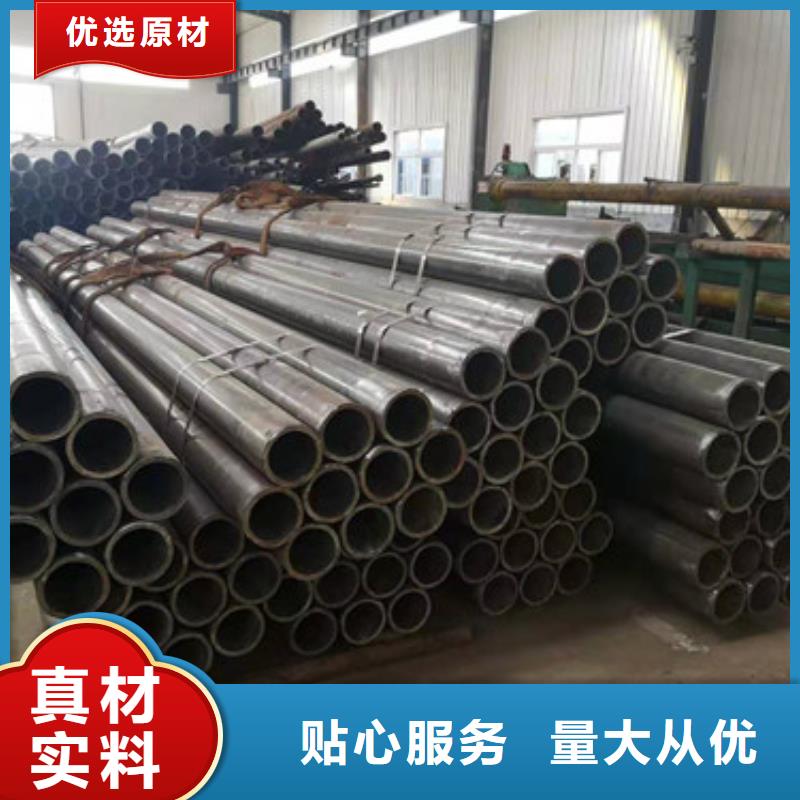
冷拔钢管生产工艺
冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。
依据金属的加工性能、管材尺寸、质量要求以及投资和效益来选择不同的加工方法及相应的辅助工序。冷轧冷拔管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。不同的产品精整内容有所差异。
冷加工管机组生产特点是管料从投入到加工成成品通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
在机组中同时配置冷拔和冷轧机有利于发挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位小为30kN, 为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。


冷轧冷拔管会出现椭圆因为轧辊磨损或开口角度过大,可用半径规看,一般轧普碳钢开口角度要小,轧不锈钢可开大一点。相应薄壁管椭圆几率要大一些。建议换开口小点的轧辊。高精度冷拔精密冷拔管是一种新型钢管品种,其主要特点是高精密度。通常有二辊轧机和三辊轧机生产两种生产工艺,三辊轧机生产冷轧无缝钢管的精密度要高一些,可控制在几丝之内,但价格相对要高一些。精密无缝管含碳量比较适中,所以有着非常好的韧性和强度,但是为了能获得更好的机械性能,所以就要对精密无缝管进行调质,下面我们就来看一下这个过程。
冷拔管温度主要受高频涡流热功率的影响,根据公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π式中:f-激励频率;C-激励回路中的电容,电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制冷拔管温度的目的。对于低碳钢,冷拔管温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,冷拔管温度亦可通过调节冷拔管速度来实现。



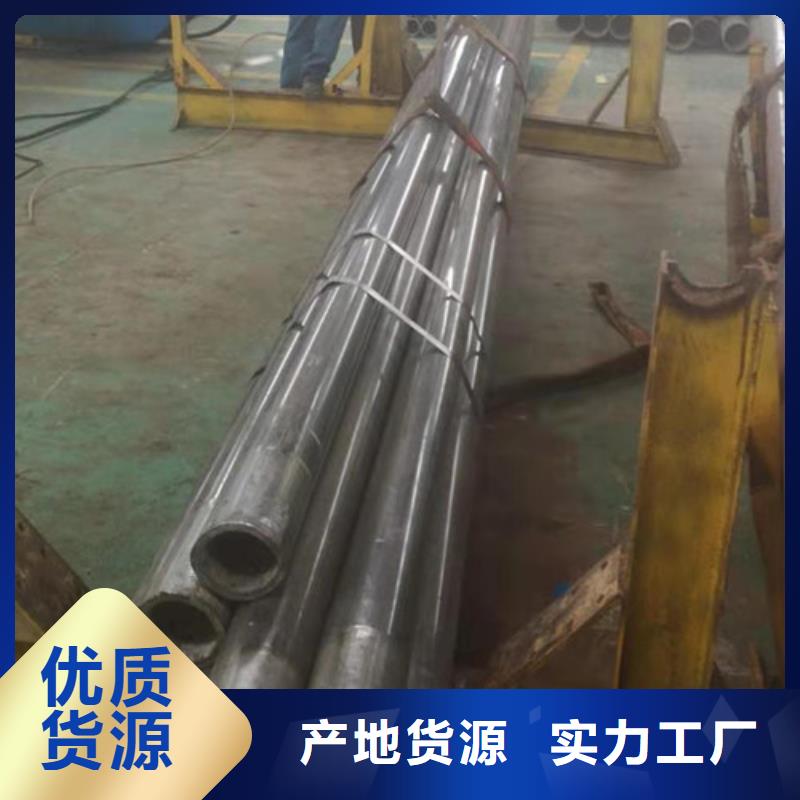
精拉管业(衡水市分公司) 冷拔管产品自推出市场以来,其可靠的性能、人性化的设计、合理的价格、完善的售后服务为公司树立企业形象、开展业务奠定了良好的市场基础。吸引了众多客户青睐的目光, 冷拔管得到了广大客户的一致认可。



冷拔管现货的资源是比较广泛的,生产的类型也是多种多样的,在各种的行业生产和相关的领域中都是发挥着比较重要地作用的,可以说是冷拔管生产和加工的基地。冷拔管在加工的时候是实行的是流水线加工的方式进行的,各种的流水线的加工以及生产中的过程是比较重要的,也是比较有顺序性的。
这种冷拔管流水线设有压注转子(即制造模环的自动机)、装配转子(即带有固定浇口棒的机构的转台,台上装有浇口棒的定心和定位机构)和传送转子(即夹取模环并将其从压注转子转送到装配转子上的机械手)。压注转子、传送转子和装配转子按顺序同轴安装。装配后的模组用传送转子传送到同步装置上,然后用传送转子将模组悬挂在传送链上以便进行后续工艺操作。
传送转子由装在同一轴上的若干个机械手构成(数量视同步装置的工位数而定),机械手可水平和垂直地往返移动,同时还可作角度上的转动。为将待用的浇口棒装到装配转子上,在流水线中设有类似的同步装置和传送转子。



冷拔管厚壁无缝钢管源头厂家经验丰富,精拉管业(衡水市分公司)专业从事冷拔管厚壁无缝钢管源头厂家经验丰富,联系人:李涛,电话:【18762195566】、【18762195566】,发货地:汇通国际金属物流园A121,以下是冷拔管厚壁无缝钢管源头厂家经验丰富的详细页面。